
MTS 810 Servo Hydraulic Testing System
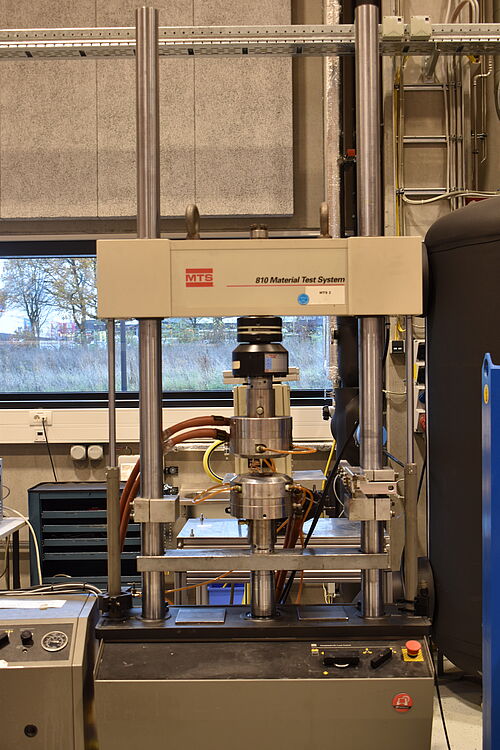
Technische Spezifikationen
- Max. Kraft 100 KN
- Hydraulische Spannfutter, Flachproben bis 3 mm und Rundprobendurchmesser von 8 mm und 12 mm
- Regelgrößen: Weg, Kraft, Dehnung, Temperatur
- Extensometer: Miniaturextensometer Messbasis 3 mm, Messbasis 20 mm, Hochtemperaturextensometer Messbasis 12 mm (keram. Schneiden), Hochtemperatur Querdehnungsaufnehmer (für Probendurchmesser bis 10 mm)
- Induktionsheizung (bis zu 1200 °C)
- Stickstoffkühlvorrichtung (geregelt) bis zu -100 °C
Anwendung
- Ermüdungsversuche mit variablen Randbedingungen
- Probengröße variabel (auch Miniaturproben)
- Ermüdung im LCF- oder HCF- Bereich
- Versuchsfrequenzen bis zu 40 Hz
- verschiedene Versuchsabläufe (z.B. Einstufenversuch, Incremental Step Test, thermomechanische Ermüdung)
- Probentemperatur in großen Bereichen regelbar, Versuche in verschiedenen Atmosphären möglich (z.B. Stickstoff, Sauerstoff, Wasserdampf)
Ansprechpartner

Member -
Office: Y1.226
Phone: +49 5251 60-5446
E-mail: mgarthe@lwk.uni-paderborn.de