
MTS 858 Table Top System
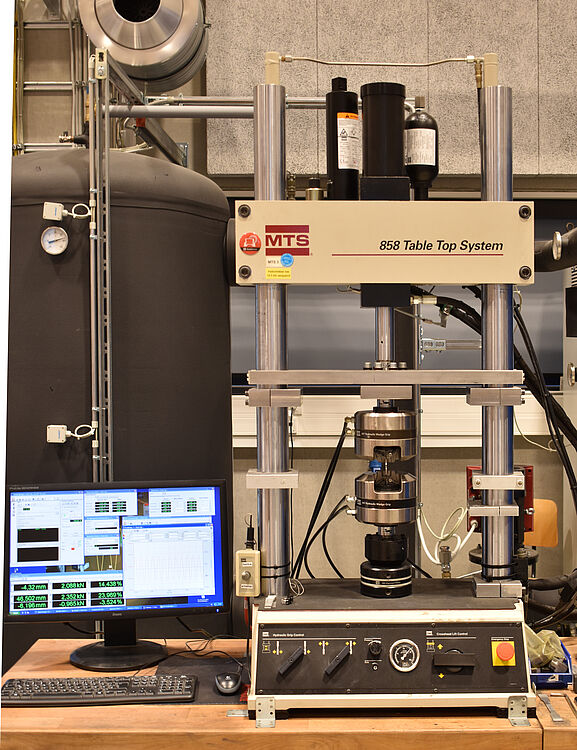
Technische Spezifikation:
- Servohydraulische Prüfmaschine (uniaxial)
- Max. Kraft ±15 kN
- Hydraulische Spannfutter
- Flachproben d = 1 bis 4 mm
- Rundproben ø = 12 mm
Regelgrößen
- Weg
- Kraft
- Dehnung
- Spannungsintensität
Hydraulische Spannfutter
- RT-Extensometer: Messbasis ±10 mm
- HT-Extensometer: Messbasis: ±12 mm
- Querdehnungsextensometer für Rundproben (bis ø = 10 mm)
Probenerwärmung
- Heißluftgebläse: max. Leistung 650 °C
- Konduktive Heizung: max. Leistung 1200 °C
- Belastungsdilatometer
- Gleichstromquelle: max. Stromstärke 600 A
- Regelung mittels Pyrometer in Kombination mit Eurothermregler
Anwendung:
- Zug- und Druckversuche
- Ermüdungsversuche bis zu 20 Hz
- Längen- oder Volumenänderungsversuche
- Rissausbreitungsversuche (Gleichstrompotentialmethode)
- Statische und dynamische Versuche
- bei erhöhter Temperatur
- mit lokaler Dehnungsmessung mittels DIC (2D und 3D) anhand von Spiegelreflexkamera und Digitalmikroskop
Ansprechpartner

Mitglied -
Büro: Y1.226
Telefon: +49 5251 60-5446
E-Mail: mgarthe@lwk.uni-paderborn.de